
Пресс-формы для изготовления сайлентблоков пользуются большой популярностью в автомобильной и железнодорожной промышленности. Пресс-формы позволяют обеспечить серийное производство высококачественных и надежных сайлентблоков, которые выгодно отличает:
- высокая прочность;
- долговечность и функциональность;
- невысокая себестоимость изделия;
- точность геометрических размеров.

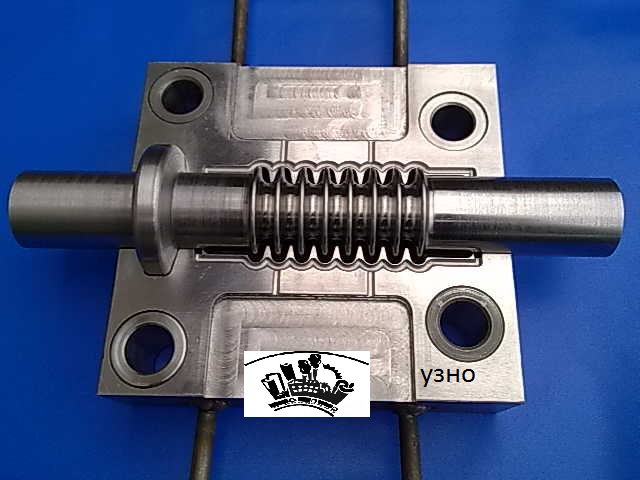
В нашу производственную компанию «УЗНО» поступил заказ на изготовление пресс-форм для производства резинометаллических сайлентблоков для подвижных железнодорожных тележек, использующихся в современных железнодорожных вагонах. В качестве образца заказчик предоставил армированный прорезиненный сайлентблок. Конструкторы инженерного отдела компании «УЗНО» сразу же приступили к разработке и проектированию чертежей будущей оснастки для изготовления резинометаллических сайлентблоков.
В частности, были выполнены следующие задания:
- анализ требований заказчика к предоставленной конструкции;
- необходимые замеры изделия;
- подбор оптимальных исходных материалов на металлическую обойму и резиновую смесь, условия работы сайлентблока от -50 до +60 градусов.
- расчёт количества гнёзд в пресс-форме для изготовления данного формового изделия.
Конструктивные особенности пресс-формы для производства сайлентблока
Элементы и детали конструкции пресс-формы: 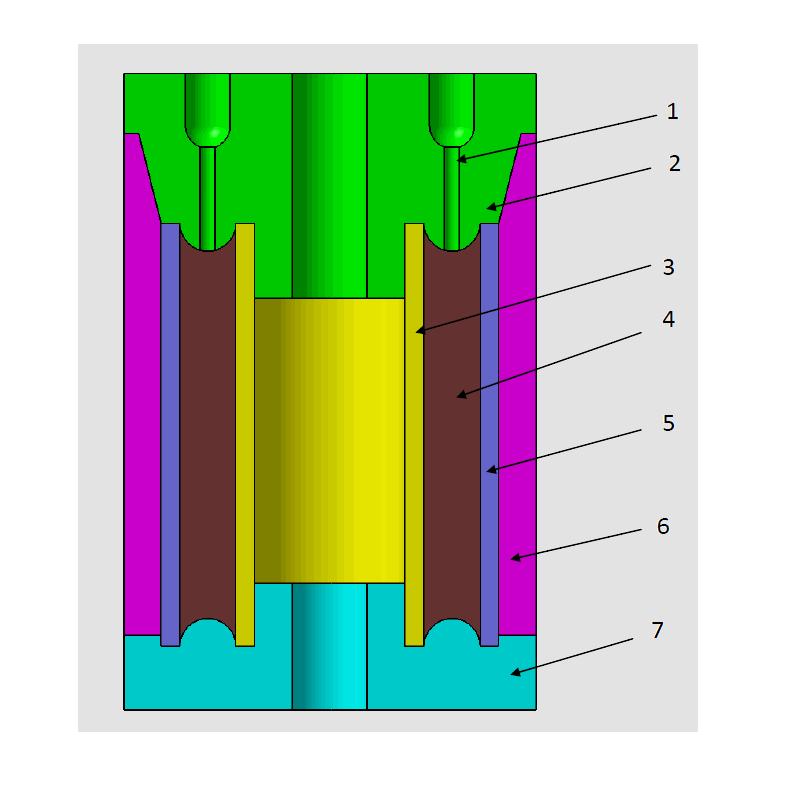
1. Вентиляционный канал.
2. Пуансон.
3. Внутренняя втулка сайлентблока.
4. Резиновая смесь.
5. Наружная втулка сайлентблока.
6. Обойма.
Размер сайлентблока – 120х60х100 миллиметров.
Технологический процесс производства пресс-формы сайлентблока на предприятии «УЗНО»
С внутренней стороны обоймы изделия, а также сопрягаемой конусной поверхности пуансона на токарном станке с чпу был проточен уклон в 20 градусов. Это позволило существенно повысить качество прессования резины. В частности, такой подход обеспечил более полное заполнение формообразующей полости резиновой смесью и более надежное центрирование пуансона.
Система вентиляции пресс-формы
С целью недопущения проникновения воздуха в резиновую смесь и быстрого его вывода из пресс-формы, конструкторы инженерного отдела создали в конструкции пуансона специальное газоотводное пространство для удаления излишков резиновой смеси и воздуха (4 отверстия диаметром по 2 миллиметра). Таким образом, воздух полностью удаляется из конструкции пуансона, не попадая в резину. Диаметр отверстий для вентиляции воздуха проектируется с учетом уровня вязкости резиновой смеси.
Внутренняя, а также наружная втулка сайлентблока в процессе установки ее в форму должны надлежащим образом направляться и центрироваться, без перекосов и заеданий. Для этих целей конструкторский отдел выполнил напрвляющий диаметр матрицы и пуансона пресс-формы чуть длиннее. В качестве исходного материала для изготовления пресс-форм для РТИ используются высокопрочные конструкторские стали. В зависимости от особенностей будущих изделий, конструктивные металлические элементы оснастки проходят этап термической обработки. Таким образом, удается добиться повышения их твердости до 38-42 HRC, которого достаточно для изготовления деталей небольшой серии.
Разработка и производство пресс-формы для резинометаллического сайлентблока для подвижных железнодорожных тележек осуществлялось на предприятии в строгом соответствии с:
- общепринятыми технологиями изготовления подобных изделий;
- техническими особенностями прессового оборудования заказчика.
Исходные материалы пресс-формы соответствуют ГОСТ 14901-93.

16.08.2016г.
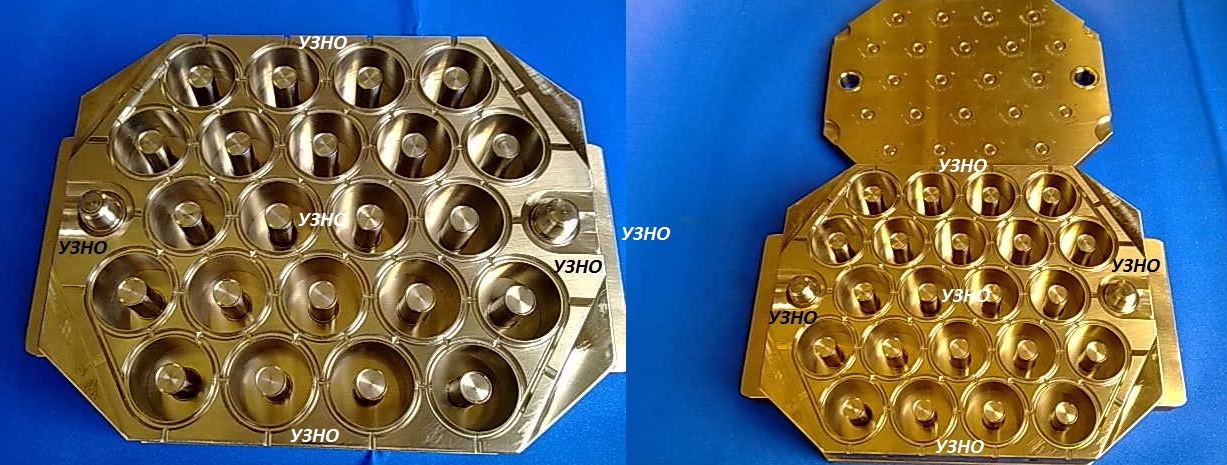
Многоместная пресс-форма для изготовления автомобильных сайлентблоков, изготовлена для производственного предприятия на заказ.
20.07.2018г.
Восьмиместная пресс-форма для изготовления сайлентблоков, на автомобиль Газель. 09.03.2021г.
09.03.2021г.
Пятиместная пресс-форма для изготовления сайлентблоков, на автомобиль Lada Vesta.

01.10.2022г.
← вернуться к списку пресс-форм








Поделиться с друзьями: