

Данная разъемная литейная форма была произведена по индивидуальному заказу Cудоремонтного завода «Моряк» (Ростов-на-Дону). Заказчик предоставил чертеж и тех. задание на производство «гайки барашек под резьбу М12 и М14». Исходный материал – бронзовый сплав (марка БРАМц9-2 ГОСТ 18175-78). После согласования с представителями завода технической документации наши конструкторы при помощи САПР спроектировали высокоточную 3D модель будущих готовых изделий. Далее на основе произведенной детали был спроектирован кокиль - пресс-форма из металла для литья изделий.
Оптимизация конструкции пресс-формы
Спроектированный металлический кокиль предназначен для многократного применения с целью заливки расплавленной бронзы. В процессе проектирования кокиля его конструкция была доработана и оптимизирована для производства изделий бронзовый барашек. Также во внимание были взяты усадочные размеры на бронзу. Проектирование литника формы осуществлялось с учетом большего объема (в данном случае объем литника в 1,5 раза больше объема готовых изделий из бронзы). Такой подход позволил исключить усадку материала и повысить качество конечной продукции.
Удаление воздуха и газов из кокиля
Металлическая форма кокиля газонепроницаема. Именно поэтому ее конструкция должна предусматривать беспрепятственное удаление отработанных газов и воздуха в ее верхней точке в процессе заливки расплавленной бронзы. Для этих целей нашими конструкторами были предусмотрены выпоры и вентиляционные риски, идущие по полости разъема формы с глубиной 0,2-0,5 миллиметров. Небольшое сечение газоотводных каналов позволяет полностью исключить вытекание жидкого металла.
После разработки и утверждения конструкторско-техническим отделом нашего предприятия документации в работу включился инструментальный цех. И приступил к производству литейной оснастки.
Исходный материал полуматриц кокиля
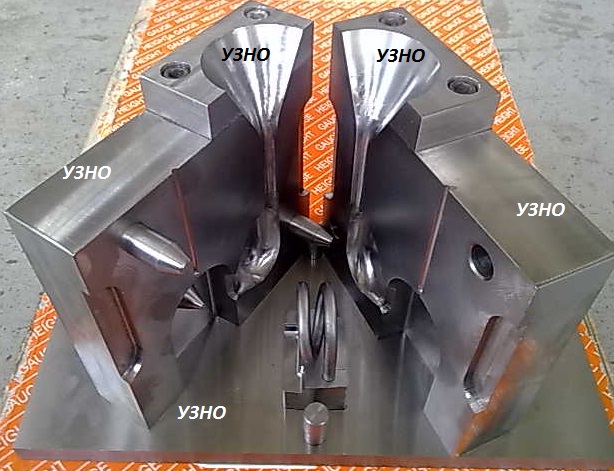
В конструкцию двухместной металлической пресс-формы (кокиля) для изготовления (литья) барашек из бронзы входят пара стальных полуматриц. Кокиль, как правило, используется в достаточно тяжелых условиях при сверхвысоких температурах. Именно поэтому наши конструкторы во время изготовления полуматриц применили специальную марку инструментальной стали 4Х5МФС. Такая марка отличается повышенной термической стойкостью, поэтому стойко противостоит деформации и растрескиванию в процессе эксплуатации.
Предварительная обработка кокильных плит выполнялась на универсальных фрезерных агрегатах. Далее для обработки использовали высокоточные станки с ЧПУ. После этапа предварительной обработки металла настал этап закалки плит до необходимого уровня твердости - 54-58 HRC. Далее, после термической обработки плит и их шлифовки, была выполнена чистовая обработка полуматриц пресс-формы. Для этих целей использовался обрабатывающий центр и специальные твердосплавные фрезы. В конце механической обработки все детали прошли обязательную проверку на предмет соответствия заданным в чертеже геометрическим параметрам.
Взаимное центрирование полуформ осуществляется посредством втулок и пальцев. Непосредственно перед заливкой расплавленной бронзы они соединяются винтами. Пальцы, а также направляющие втулки произведены на основе высокопрочной конструкторской стали марки 18ХГТ с обязательной цементацией и финальной термической обработкой до уровня твердости 58-62 HRC.
Благодаря высокому качеству произведенного кокиля заказчик может полностью исключить необходимость дальнейшей обработки готовой детали по наружным размерам. Вполне достаточно всего лишь подрезать основание барашка и затем нарезать резьбу.
Весь процесс производства формы для литья бронзы (с момента подготовки технической документации до отправки готового изделия заказчику) занял ровно 30 дней.
Произведенный нами готовый кокиль для литья бронзовых деталей был отгружен транспортной компанией по адресу Cудоремонтного завода «Моряк» в городе Ростов-на-Дону.
10.08.2016г.



Поделиться с друзьями: